For more than 20 years, MTL has refined and delivered our innovative hatch installation process across a wide range of floating assets. Our method allows for the safe, efficient installation of new, larger hatches without the need for tank entry or major operational disruption.
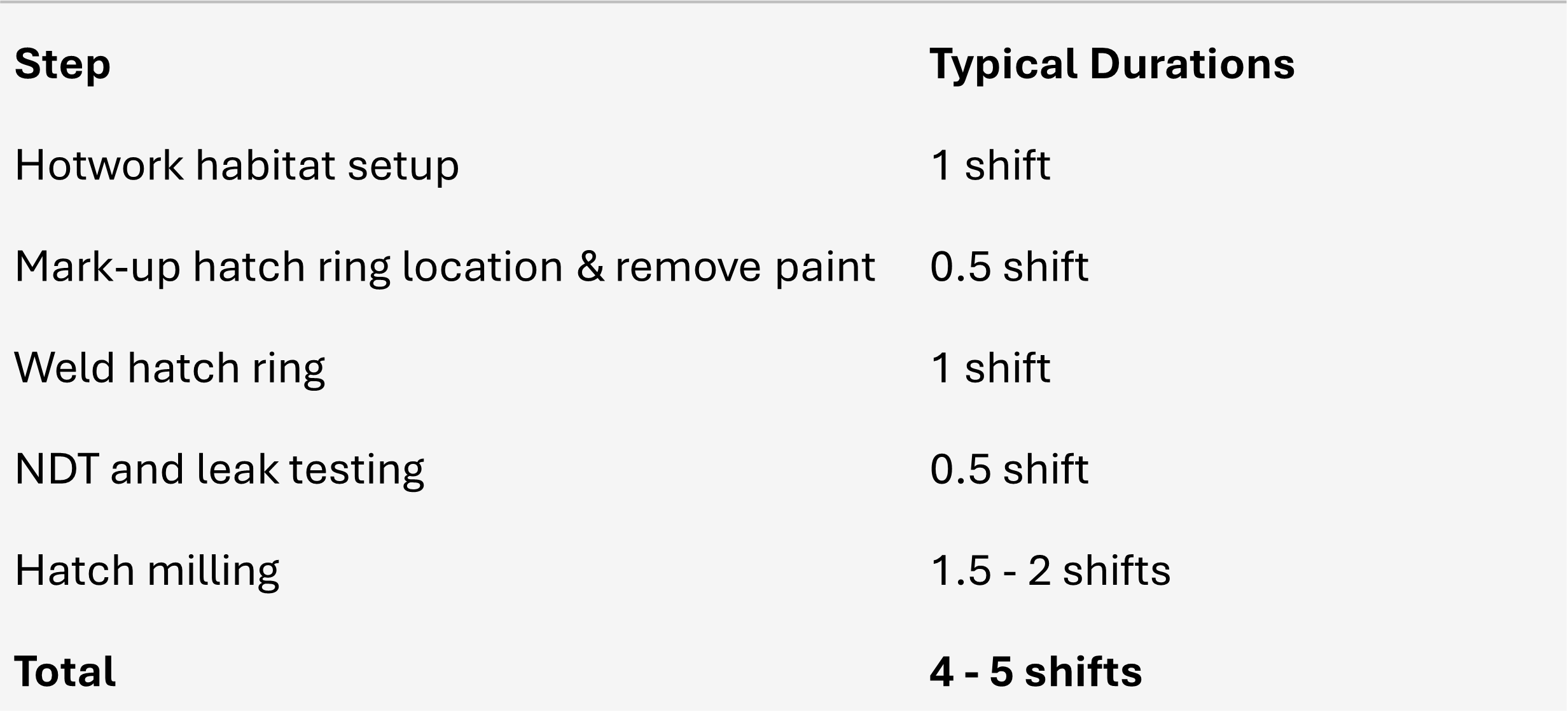
Key Steps
Design and Engineering: The new hatch location is determined based on ships drawings, and in accordance with the requirements of the workscope. The hatch ring and hatch cover can then be designed based on the distance between main deck longitudinal stiffeners.
Class approval: Engineering documents are submitted to Class for their approval/endorsement.
Accurate Plotting: The new hatch location is plotted using measuring tools and UT equipment. This eliminates the need to enter the tank to confirm the new hatch ring has been suitably located between the longitudinal stiffeners.
Welding the Hatch Ring: If the tank is a cargo tank, the tank contents should be drained, and the tank atmosphere purged with fresh inert gas. A positive pressure habitat should be erected around the hatch ring location, and is ventilated/pressurised with air from a non-hazardous location. The habitat pressure switch is connected to our Safe System of Work (SSoW) equipment, which automatically shuts down the power to the hotwork equipment in the event the pressure is lost from within the habitat. The hatch ring is then welded to the deck using hotwork welding processes.
For all non-hydrocarbon tanks/spaces accessed from the main deck, the tank should be drained and the hatch ring welded within a positive pressure habitat.
Leak Testing: The integrity of the hatch ring welds can then be tested. The hatch cover is installed, and the cavity within the hatch ring between the main deck plating and hatch cover is filled with water. A static head of water at 2.35m height is introduced to the cavity, and held for 1 hour.
Tank Gas-freeing: Upon completion of successful leak testing, the tank can be gas-freed and prepared for entry. No entry is required to the tank, but the tank should be ventilated using high-volume ventilation fans to ensure a suitable number of air changes are being achieved within the tank.
Hydraulic Milling (Coldwork): The main deck plating within the hatch ring is cut incrementally using hydraulically powered milling equipment, which is a coldwork process.
The radial cuts are performed accurately using the radial milling equipment. Once both radial ends have been fully milled, the linear milling equipment is used to accurately perform the linear cuts.
Prior to completion, the deck coupon is securely rigged to a lifting frame. Upon completion of the milling, the final retaining tabs are cut using a reciprocating saw, releasing the deck coupon for it to be lifted clear.
Final Preps: The edges of the new opening are ground to remove any sharp edges remaining from the milling process. A hatch coaming is installed to the new deck opening, to provide a barrier for any dropped objects.